|
авторский проект Напалкова Александра Валерьевича |
|

|
Вопросы технологии
маркировки резьбовых крепежных деталей Уже
более 100 лет определить, кто производитель и какими механическими и
эксплуатационными свойствами обладает крепежная деталь, позволяет маркировка…
Технический контроль
качества автонормалей у производителя, дилера и потребителя Основная
прибыль от продажи автомобильных и автомоторных крепежных деталей зависит от
объемов спроса, заявленной цены, рекламы, ассортимента и товарного качества
продукции…
Разделительные операции в
технологии холодной объемной штамповки деталей Технология
изготовления деталей холодной объемной штамповкой строится на основе
необходимого и достаточного количества… Краткий обзор развития
автоматизи-рованного холодновысадочного производства Гайки и болты, как крепежные детали, получили широкое распространение с началом промышленной революции, связанной с… Существующие и новые подходы
к производству самостопорящихся гаек Исследования и испытания крепежных соединений в автомобилестроении привели к созданию новых видов крепежных деталей прогрессивных конструкций… Особенности технологии
изготовления низких гаек на многопозиционном холодноштамповочном автомате Соединение
деталей с помощью болта и гайки является одним из старейших и наиболее
распространенных способов разъемного соединения. В зависимости от условий
эксплуатации, величины и характера нагрузок… Факторы, влияющие на
производительность многопозиционного холодновысадочного автомата Производство
крепежных деталей на высокопроизводительных многопозиционных
холодновысадочных автоматах со встроенными в автомат механизмами снятия
фаски, резьбонакатки и сложной транспортной системой связано с целым рядом
факторов, определяющих качество конечной продукции и эффективность
эксплуатации выбранного оборудования… К вопросу изготовления фаски на
крепежных деталях методами холодной объемной штамповки Фаска,
как элемент на конце стержневой части крепежных деталей типа болт, винт,
заклепка, шпилька, штифт, ось, палец служит для лучшего попадания в
отверстие, позволяет исправить относительную несоосность деталей разъемного
соединения, облегчить
ввинчивание резьбового стержня, а также предохранить крайние витки резьбы от
повреждений при транспортировке или операционном перетаривании… Постоянное
совершенствование техники, интенсивная эксплуатация машин, тенденции к уменьшению массы сборочных
элементов, современные возможности
автоматизации сборки, обеспечение гарантированной надежности рабочих узлов определяют
новые требования к виду, форме, геометрии, механическим свойствам
металлопродукции и технологии ее производства… Технология производства плоских
шайб с увеличенной высотой методом холодной объемной штамповки Шайбы,
как вспомогательные элементы резьбового соединения, до сих пор находят
широкое применение в узлах и агрегатах автомобильной и автомоторной техники.
В ряде конструкций они составляют
более третьей части от всего применяемого крепежа… Необходимые условия для
организации производства автонормалей на машиностроительном предприятии Современное
автомобилестроение является ведущей отраслью машиностроения промышленно
развитых стран, влияющей на процессы экономического и социального развития
общества. Широко применяемые в автомобилестроении крепежные изделия,
позволяют создавать высокоэффективные, прочные, надежные и долговечные
соединения… Современные
мировые тенденции развития техники и технологий производства комплектующих определяют
темпы освоения новых видов металлоизделий. Одновременно с уменьшением массы
сборочных единиц, возможности автоматизации сборки обязательным требованием
остается обеспечение заданной прочности… |
СХЕМЫ ВЫСАДКИ
ГОЛОВоК СТЕРЖНЕВЫХ крепежных ДЕТАЛЕЙ НАПАЛКОВ
А.В., канд. техн. наук
Совершенствование
конструкций механизмов и машин, разработка новых технологий их изготовления постоянно
определяют новые требования к конструкции крепежа, технологии и оборудованию
их изготовления. Современные резьбовые крепежные детали помимо
традиционных свойств резьбового соединения обладают дополнительными
функциями: самостопорение, самонарезание, самосверление, самозачищение,
резьбовыдавливание. Тем не менее, почти все они в своей конструкции имеют
опорный элемент – головку, являющейся характерным классификационным и
идентификационным признаком крепежной детали. Форма
головки крепежных деталей может иметь как стандартизированную, так и специальную конструкцию.
Стержневые крепежные детали со стандартизированной конструкцией головки
наиболее часто применяются в машиностроении. Стержневые детали, имеющие
специальную форму и геометрию, применяются исключительно в определенных
соединениях, где невозможно использовать стандартизированный крепеж. Применение
в соединении той или иной крепежной детали зависит от ее назначения,
функциональности соединения, места под монтаж, величины и характера нагрузок, воспринимаемых
соединением и условий
эксплуатации. Конструкция и размеры головок крепежных деталей
регламентированы в соответствующих нормативных технических документах на
крепеж. Наибольшее применение нашли
следующие группы крепежных деталей: 1. С полукруглой, потайной,
полупотайной, цилиндрической головкой (заклепки, оси, пальцы), 2. С полукруглой, потайной,
полупотайной, цилиндрической, шестигранной головкой и крестообразным и/или
плоским шлицем, с внутренним четырех-, шести- или двенадцатигранником (винты,
самонарезающие винты, шурупы, специальные детали), 3. С квадратной или шестигранной
головкой (болты, винты, шурупы, специальные детали), 4. С квадратной, шестигранной,
двенадцатигранной головкой и фланцем с плоским или зубчатым основанием, 5. С головкой или углублением в
головке с профилем типа TORX® (звездообразным профилем, который
постепенно вытесняет шестигранные и двенадцатигранные головки), 6. С несимметричной головкой (с
односторонней или двухсторонней лыской), 7. С головкой, образующей Т-образную
конструкцию крепежной детали, 8. С кольцевой конструкцией
головки типа «глазковых» болтов, 9. Со
специальной конструкцией головок типа сферических, конических головок,
головок, комбинированные из 2-х, 3-х, или четырех элементов. В зависимости
от конструкции головки крепежной детали существенно зависит технология ее
изготовления, тем более, если крепежные детали изготавливаются холодной
объемной штамповкой (ХОШ). Классическая
технология формообразования некоторых стандартизированных головок стандартных
крепежных деталей подробно описана в РТМ 37.002.0208-81 [1]. На
практике схема формообразования головки одной и той же конструкции может
иметь несколько альтернативных вариантов. Выбор наиболее рационального
варианта зависит от конструкции других элементов крепежной детали,
функциональных возможностей применяемого оборудования и применяемых марок
сталей. Полукруглые,
потайные, полупотайные, цилиндрические головки крепежных деталей
имеют простую, симметричную форму. Подобные детали традиционно
изготавливаются за один, два удара в одной позиции (в одной матрице). За один
удар формируются головки небольшого размера относительно диаметра стержня, Dгол≤2…2,5d [2].
За два удара в одной матрице формируются головки средней величины Dгол≤3d. Первым
ударом осуществляется предварительный набор конической формы, вторым ударом
формируется окончательная геометрия головки детали. В ряде случаев, что
характерно для небольших головок, уже первым ударом, вместо конического
набора, выполняется форма головки приближенная к окончательной форме, а
вторым ударом выполняется окончательное формообразование и калибровка
размеров, рис. 1. Для дополнительного увеличения диаметра головки высадка
детали осуществляется за три удара в одной матрице. Третий удар деформирует
предварительно сформированную головку уменьшая ее высоту и увеличивая
наружный диаметр. Подобная схема за три удара наиболее часто применяется при
высадке полукруглых и цилиндрических головок.
Рис. 1.
Схема высадки заклепки [2]. В
случае, если головка детали имеет размер Dгол>3d изменяется схема высадки. Для высадки детали требуется
холодновысадочный автомат с 2…3 матрицами и узлом переноса заготовки детали
по позициям. В этом случае
используется металл с диаметром приближенным к наружному диаметру головки, на
первой позиции осуществляется выдавливание стержня детали, а окончательная
геометрия головки детали формируется на второй или на третьей позиции, а
иногда, при высадке специальных деталей, на четвертой позиции. В зависимости
от конструкции других элементов детали, например, ступенчатые оси, детали с
небольшой головкой изготавливаются за 3…4 удара в 1…2 матрицах. Альтернативный
вариант для высадки головок с Dгол>3d - применение
«плавающего», подпружиненного пуансона, задача которого в момент
формообразования плотно закрыть полость высадки и обеспечить направленное
течение металла, рис. 2. В практике холодной высадки деталей с увеличенным
диаметром головок нашла схема высадки с локальной заделкой в пуансоне части
металлического стержня заготовки, идущей на головку. Такой схемой высадки
искусственно создается условие h=2,25d, необходимое для сохранения устойчивости
заготовки.
Рис. 2.
Конструкция «плавающего» пуансона [2]. Высадка
деталей с головками с крестообразным или плоским шлицем идентична
некоторым схемам высадки без шлица. Крестообразный шлиц может быть
сформирован в полукруглой, потайной, полупотайной и в цилиндрической головке.
Высадка головки с крестообразным шлицем обычно осуществляется за два удара с
предварительным набором и окончательным формированием головки детали, рис. 3.
Плоский шлиц традиционно формируется в полукруглой, полупотайной или
цилиндрической формы. Плоский шлиц в потайных головках выполняется
фрезерованием на дополнительной операции перед накаткой резьбы.
Рис. 3.
Схема высадки потайной головки с крестообразным шлицем за два удара с
применением «плавающего» пуансона. Формирование
внутреннего квадрата, внутреннего шестигранника, внутреннего
двенадцатигранника или углубления со звездообразным профилем (типа TORX®)
осуществляется на холодновысадочных автоматах с функцией съема детали с
формообразующего фигурного пуансона. Схема высадки практически не отличается
от схемы высадки крестообразных шлицев, тем не менее из-за конструкции
фигурной полости, с параллельными гранями к оси детали, формообразующий
полость пуансон способен после выдавливания и формирования головки выдернуть
деталь из канала матрицы при обратном ходе ползуна. Высадка головки с
фигурным углублением осуществляется за два удара (или две позиции) с
предварительным набором головки с оформлением наметки полости и окончательным
выдавливанием полости и калибровкой геометрических размеров головки. Другие элементы детали
выполняются или при совмещении операций (например, калибровка стержня и
высадка головки) или на других позициях. Квадратные, шестигранные головки
или головки более сложных форм, например, заготовок шестерен, в большинстве случаев
получаются обрезкой элемента заготовки цилиндрической или бочкообразной формы,
полученной на предыдущих позициях. Формообразование квадратных или шестигранных головок обрезкой позволяет
получить четкие грани и ребра, использовать более простой инструмент,
несложные схемы высадки и холодновысадочное оборудование с меньшим номинальным
усилием. Единственным отрицательным моментом при формировании головки
обрезкой является образование отхода – «высечки», которая, особенно для
деталей с короткой резьбовой частью, может достигать до 15…20% от чистого
веса детали. Существующие другие способы и схемы формообразования квадратных
или шестигранных головок основаны на распрессовке головки детали в фигурной
полости матрицы. Недостатком этих способов формообразования головки является
образование скругленных ребер между гранями головки детали, что
соответственно снижает момент и усилие затяжки резьбового соединения.
Запатентованный способ безоблойной высадки шестигранных головок компании HATEBUR предусматривает последовательный
набор шестигранной головки в нескольких матрицах, рис. 4. Данный способ
позволяет приблизиться к требуемой четкости ребер головки, но предложенная
технология значительно усложняет инструмент и требования к переносу заготовки
по позициям. Как альтернативный вариант получения шестигранной или квадратной
головки является последовательное выполнение операций редуцировка
шестигранника и обрезка облоя. Этот способ позволяет уменьшить отход металла
на облой, но одновременно требует более сложной конструкции
холодновысадочного инструмента.
Рис. 4. Схема безоблойной высадки
шестигранных головок, патент компании HATEBUR. Некоторые конструкции деталей
предусматривают отверстия в головке. Методом холодной высадки такие головки
получаются пробивкой отверстия требуемой формы и размеров на последней
технологической операции, рис. 5.
Рис. 5. Схема высадки детали со
специальной головкой. В практике холодной высадки
широкое применение нашли следующие способы изготовления крепежных деталей с
головкой, конструкция которых имеет фланец (или бурт): 1.
Формообразование
головки с фланцем локальной осадкой, 2.
Формообразование
головки с фланцем двойной обрезкой, 3.
Формообразование
головки с фланцем за счет операций редуцировка многогранника и локальной
осадки фланца. Каждый способ изготовления
головок с фланцем применяется в зависимости от заданных технических
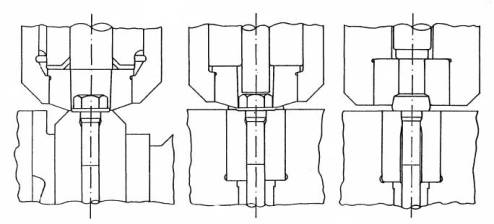
требований и конструкции детали. Классические схемы высадки
фланцевых болтов приведены в статье Марка Ван Тиля «Производство фланцевых
болтов» [3]. Высадка
головки локальной осадкой – самый простой и наиболее широко используемый способ
получения шестигранных головок с фланцем. Формообразование окончательной
геометрии головки детали с фланцем может быть реализован за две высадочные
позиции (или за два удара в одной матрице). Первая позиция – предварительный
набор головки конической формы, вторая - окончательное формообразование
головки и фланца, рис. 4. Для формообразования фланца с зубчатым основанием
на окончательной позиции формообразующая матрица должна иметь требуемую
зубчатую поверхность.
Рис. 4.
Схема высадки шестигранной головки с фланцем локальной осадкой [4]. Способ
образования головки детали двойной обрезкой требует специальной
предварительной подготовки головки к такой обрезке. При свободной локальной
осадке на предварительной операции образуется головка бочкообразной формы и
при первой обрезке головки на шестигранник возникают выровы на гранях
шестигранника. Поэтому предварительная высаженная головка должна иметь
цилиндрическую форму и выполнятся закрытой локальной осадкой. Диаметр
цилиндрической головки после предварительной высадки должен быть немного
больше наружного диаметра фланца, т.к. при первой обрезке головки, например
на шестигранник, из-за неравномерного удаления слоя металла (на гранях
больше, на ребрах меньше) в углах у основания головки возникают разрывы металла,
которые при недостаточном диаметре цилиндрической головки, могут выходить на
фланец. Указанные условия справедливы для изготовления деталей с высокой
шестигранной частью головки (Нгол>0,8…1,2S). Для головок с шестигранной
(или многогранной) частью головки, высота которых Нгол<0,8S используется
схема представленная на рис. 5. Для
реализации двойной обрезки используются обрезные матрицы с шестигранным и
круглым каналами. Матрицы по конструкции идентичны матрицам, используемые для
обрезки шестигранных головок болтов.
Рис. 5.
Схема и конструкция инструмента для высадки деталей с
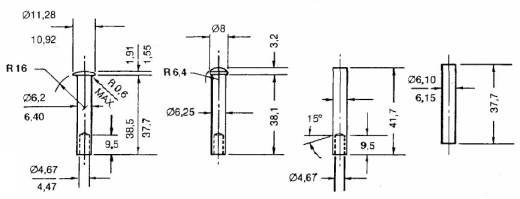
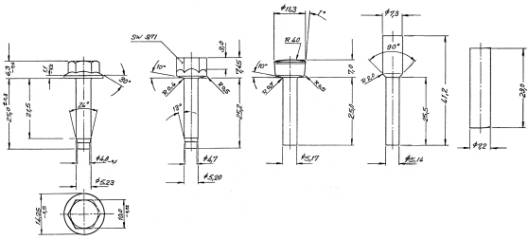
двойной обрезкой головки [2]. Способ
формообразования головки редуцировкой многогранника и последующей локальной
осадкой фланца нашел свое применение при изготовлении высокоточных и
специальных деталей, рис. 6, 7. Формообразование головки
редуцированием с последующей осадкой имеет следующие технологические
особенности. Заготовка перед редуцированием, например, на шестигранник,
должна иметь строгую цилиндрическую форму с минимальным отклонением диаметра,
или цилиндрическую форму с предварительно набранным фланцем для деталей с
увеличенным фланцем. Наружный диаметр цилиндрической части головки под
редуцировку примерно равен диаметру окружности, описанной вокруг многогранной
головки. Редуцирование
предварительно набранной цилиндрической заготовки технологически
осуществляется при условии относительной степени деформации не более 17…25%,
рассчитанной через площадь сечения заготовки до и после редуцирования.
Двойной угол очага деформации не должен превышать 300 (в практике
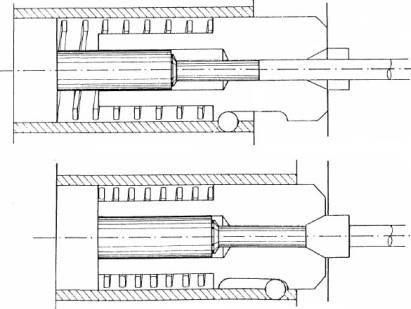
принят двойной угол 260). Конструкция
инструмента для редуцировки головки имеет свои отличительные особенности.
Рабочая полость редуцирующего пуансона имеет три конструктивных участка: а)
заходной конический участок, двойной угол которого не должен превышать 26…300,
б) калибрующий участок с геометрией требуемой формы многогранника, в)
выходной участок, необходимый для уменьшения контактного трения. В общем
случае конструкция пуансона редуцирующего напоминает конструкцию волоки,
используемой для волочения проволоки. Заготовка
после редуцировки головки имеет многогранник, цилиндрическую часть, равную
диаметру заготовки до деформации и конический участок перехода от
многогранника к цилиндрической части. На следующей позиции производит
формирование фланца локальной осадкой цилиндрической части головки. В случае,
если набор фланца осуществляется на другой позиции высадки, необходимо
обеспечить точное совмещение шестигранной полости пуансона с шестигранной
полостью головки заготовки детали при вталкивании ее в полость матрицы на
следующей, после редуцировки головки, позиции. В этом случае в конструкции
холодновысадочного инструмента необходимо предусмотреть в корпусе пуансона
подпружиненный стержень-заталкиватель, который обеспечивает до касания
полости пуансона заготовки проталкивание заготовки в полость матрицы.
Холодновысадочное оборудование должно иметь высокую технологическую точность
в узлах блока пуансона, блока матриц, и узла переноса заготовок по позициям
высадки.
Рис. 6.
Схема высадки шестигранной головки с фланцем редуцировкой шестигранника
и
локальной осадкой фланца [2].
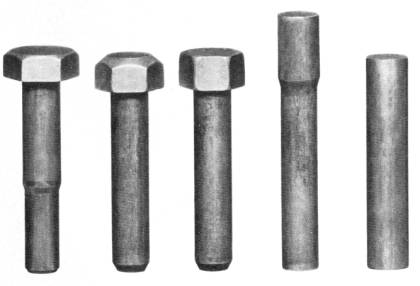
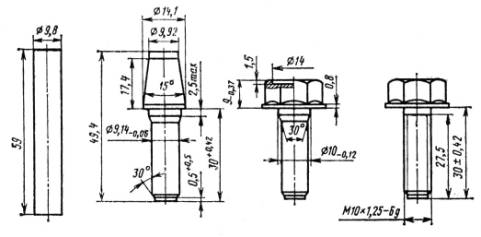
Рис. 7.
Схема высадки детали 2112-3101040-10 Болт крепления колеса с
редуцировкой шестигранной головки [5]. Схема
высадки головки с наружным профилем типа TORX® и
конструкция холодновысадочного инструмента практически не
отличается от схемы высадки деталей с многогранной головкой и фланцем,
полученной редуцировкой многогранника и локальной осадкой фланца, рис. 8. В
то же время, учитывая высокие требования к точности геометрических
размеров головки TORX®,
необходимо обеспечить соответствующие требования к точности
холодновысадочного инструмента и точности работы холодновысадочного
оборудования.
Рис.
8. Схема высадки детали с головкой типа TORX® (со
звездообразным
профилем) [6]. Изготовление
стержневых деталей с несимметричной головкой,
в зависимости от требуемой геометрии. выполняется по следующим схемам: 1.
Высадка многогранных головок с обрезкой, с использованием соответствующих
обрезных матриц. 2.
Высадка головки с последовательным набором несимметричной формы и обрезкой
облоя по контуру, в том числе высадка деталей с Т-образной головкой. 3.
Высадка головки с изгибом оси детали. 4. Формирование головки в двух плоскостях, на
подобие высадки «глазковых» болтов. Некоторые схемы высадки таких
деталей представлены в справочнике «Ковка и штамповка. Том 3» Под ред. Навроцкого
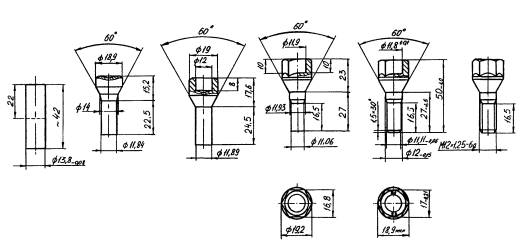
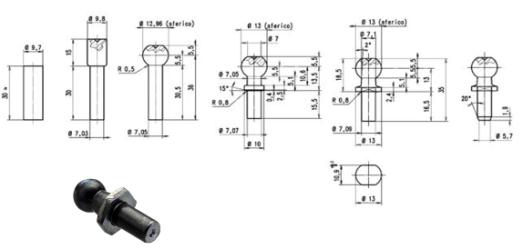
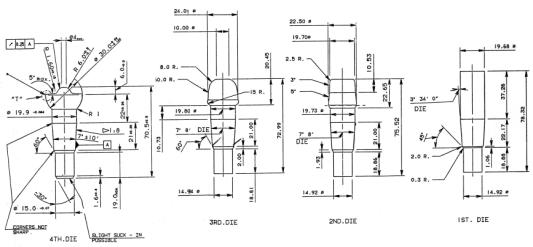
Г.А. [7]. Технология
высадки деталей со специальной конструкцией головок типа сферических,
конических головок, головок, комбинированные из 2-х, 3-х, или четырех
элементов, например головка детали с шестигранным фланцем, конусом
переходящим от фланца к сфере и т.д. строится в зависимости от конфигурации головки и
количества элементов, входящих в конструкцию головки, рис. 9, 10.
Рис. 9.
Схема высадки детали со специальной головкой [6].
Рис.
10. Схема высадки детали со специальной головкой [2]. ЛИТЕРАТУРА
Апрель 2008 |
Главы из
книги И. Биллигман «ВЫСАДКА И ДРУГИЕ МЕТОДЫ ОБЪЕМНОЙ ШТАМПОВКИ» Значение инструмента
весьма возросло в связи с развитием методов штамповки, развитием
пресс-автоматов, а также в связи с расширением области применения штамповки.
Высокую производительность… Главы из
книги Петриков В.Г., Власов А.П. «ПРОГРЕССИВНЫЕ КРЕПЕЖНЫЕ ИЗДЕЛИЯ» Накатывание резьбы предоставляет
широкие возможности для изменения и создания благоприятной структуры металла
стержня и качества поверхности резьбы, так как позволяет формировать… Главы из
монографии Губкин С.И. «ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ МЕТАЛЛОВ» Пластическая деформация как
способ изменения свойств металлического вещества имеет специфические особенности.
Важнейшая особенность – преобразование кристаллической структуры
деформируемого тела… Главы из книги
Ч. Уик «ОБРАБОТКА МЕТАЛЛОВ БЕЗ СНЯТИЯ СТРУЖКИ» Выражение «обработка
металла без снятия стружки» все чаще служит общим названием новых
методов холодного деформирования металла для получения готовых изделий…
Изготовление крепежных изделий
методом холодной высадки и выдавливания в различных отраслях промышленности
из года в год заметно увеличивается… Одним из направлений
технического прогресса в автомобильной промышленности, в значительной степени
определяющей уровень производительности труда… Углеродистые и легированные
стали, применяемые для холодной высадки, относятся к феррито-перлитному
классу. При поставке подкат обычно имеет структуру: феррит + пластинчатый
перлит. При такой структуре заполняемость полостей матрицы и пуансона
ухудшена из-за низкой штампуемости стали. Лучшей пластичностью обладает… Из публикации
Полозов Ю.А., Грушовенко А.Е. «Маркировка в автопроме: время диктует свои
законы» Традиционное
маркирование используется в современных производствах с разными целями. Так,
личные клейма рабочих указывают на исполнителя детали, штампами ОТК отмечают
годные изделия, прошедшие испытания… Из публикации
Фредерик Е. Грейвс «БОЛТЫ и ГАЙКИ» Способ механического соединения,
представляющий собой комбинацию двух элементов - болта и гайки, имеет, как
нам кажется, древнее происхождение и достиг на сегодняшний день полного
совершенства. В действительности же болты и гайки с винтовой нарезкой
появились лишь где-то в середине XV в… Из публикации
Сухов А. «ВИНТ и ГАЙКА: СПИРАЛЬ ЭВОЛЮЦИИ» Все "зримые"
достижения техники, среди которых, безусловно, и автомобиль, были бы
невозможны без эволюции невзрачных железок - винтов, отверток, ключей. Более
того, инструмент и технологии, пожалуй, лучше всего иллюстрируют уровень
развития общества, ведь готовое изделие - лишь их производное, порой
скрывающее многие секреты изготовления. Вспомним столько веков… Из публикации Львова
А. «СОЖ по спецзаказу» Большинство
смазочно-охлаждающих технологических сред, применяемых в металлообработке,
представляют собой смазочно-охлаждающие жидкости (СОЖ). В 70-е годы, когда
80% всех СОЖ производилось на Украине, их номенклатура исчислялась единичными
марками, сейчас – сотнями… Из публикации
Рикошинский А. «Склады промышленных предприятий» Эффективность функционирования промышленного предприятия зависит не только… |
|
|
|
|
|
|





Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |

|
новости :: рейтинг производителей
метизов :: проекты ::
рукописи ::
журналы :: наука :: технологии :: оборудование :: производство |
|
|
|
|
|
Научно
- Техническая Библиотека Напалкова Александра Валерьевича :: Эксклюзивные
публикации :: Инженерные
программы Болты
:: Гайки :: Детали :: Металл
:: таблицы Fiat-ВАЗ :: ОСТы серии
37.001… :: ГОСТы
:: DIN 3220 Fiat-ВАЗ деталей –
Электронная таблица (315 kb)
:: ИЗБРАННОЕ из RUnet по
метизам :: Wold Fasteners 10
ведущих мировых производителей автомобилей :: Крупнейшие
дилеры метизов :: Крупнейшие
дилеры автокрепежа Реклама:
Крепеж, пружины, автонормали – Шаблоны Создай
свой ОСТРОВ СОКРОВИЩ !!! (новый
формат) |
|
|
При использовании
материалов сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Рукописи : на www.nav.t-k.ru |
Последнее обновление11-04-2008 |