|
авторский проект Напалкова Александра Валерьевича |
|

|
Атлас
конструкций холодновысадочного и резьбообразующего инструмента. Инструмент для формообразования внутренней резьбы. – 33 листа.
СТП
107.3.19-81 Калибры-пробки гладкие диаметром от 3 до 50 мм. Конструкция и размеры.
1981. – 36 с.
СТП
107.3.17-81 Скобы листовые для диаметров от 10 до 100 мм. Конструкция и размеры.
1981. – 30 с.
СТП
107.3.16-81 Скобы листовые для диаметров от 1 до 10 мм. Конструкция и размеры.
1981. – 30 с.
Писаревский
М.И. Накатывание точных резьб и шлицев. М.,
Л.: Машгиз, 1963. – 180 с.
Вопрос 74: Добрый вечер! Есть желание заняться
производством метиза. С нуля. Желание возникло давно, 15 лет назад, когда в
своем производстве корпусов для теле-коммуникационщиков начал использовать
винты TAPTITE. В связи с этим хотелось бы услышать мнение специалиста в этой
области. Насколько жизнеспособно такое желание? Если есть данные, то не плохо
было бы понять экономику производства, начальные капиталовложения, требования
к персоналу и помещению. В идеале - небольшой бизнес-план по этому вопросу. С
каких объемов выпуска этого продукта производство становится рентабельным? Вопрос 69: Пришлите, пожалуйста,
технологические схемы с конструкцией инструмента на детали типа болт с
внутренним шестигранником, болт с шестигранной головкой и фланцем, пустотелая
заклепка. Спасибо. Вопрос 64: Хотел бы спросить Вас, нет ли в Вашем распоряжении
литературы по технологии резьбонакатки, особенно саморезов? Нужны
технологические расчеты. Если нет, то, может быть, подскажете... Практика формообразования
внутренней резьбы в автоматизированном холодновысадочном производстве. Формирование
внутренней резьбы в гайках и других крепежных деталях традиционно считается более
сложной операцией, чем формирование наружной резьбы. Формирование
качественной внутренней резьбы в гайках или других деталях с резьбовым
отверстием начинается с формирования гладкого цилиндрического отверстия с
диаметром… Вопрос 31: Есть ли у Вас атлас
микроструктур металлов, применяемых в автомобилестроении и машиностроении? HÜTTE. Справочник для инженеров, техников и студентов. Том первый. Профиленакатные
станки моделей UPWS 16, UPWS 16-1, UPWS 25, UPWS 25-1 Инструкция по эксплуатации. – 149 с. Кроха
В.А. Кривые упрочнения металлов при холодной
деформации. – М.: Машиностроение, 1968. – 131 с. Семендий В.И.,
Акаро И.Л., Волосов Н.Н. Контактное
трение в процессах обработки металлов давлением. FOERSTER: 100% вихретоковый контроль прутков и
проволоки для обеспечения качества. В
1937, исследуя магнитные свойства металлов, Фридрих Фёрстер обнаруживает
влияние магнитного поля земли на магнитную катушку контрольной установки. Он
начинает с разработки высоко чувствительных устройств измерения для магнитных
полей. В 1948 он создает свою собственную компанию и ищет способы
использовать результаты, которых он достиг в научной работе в
Кайзер-Вильгельм Институте. Его цель: разработка оборудования, подходящего для
использования в промышленности. С самого начала FOERSTER объединяет
исследовательскую работу с внедрением на международном рынке и близостью к
заказчикам… Вопросы и ответы по
холодной высадке и объемной штамповке. В разделе выбраны наиболее часто задаваемые
автору проекта вопросы и представлены развернутые ответы по подбору
оборудования для автоматизированного холодновысадочного производства… Для решения актуальных вопросов при подготовке металла для холодной
высадки: Волочение проволоки в бунты под
холодную высадку с конечным диаметром
проволоки 4,0 -22,0 мм компания
KISTNER Anlagenbau GmbH (Германия) представляет
свою новую разработку: Линия волочения для
проволоки под холодную высадку с окончательным диаметром проволоки от 4,0 до
22,0 мм Линия состоит из семи блоков: 1. Фрезерное устройство для заточки концов проволоки, 2. устройство предварительной
правки и размотки, 3. Сдвоенный размоточный ворот, 4.
Горизонтальный волочильный стан
с откидным приемным воротом, 5. Пресс для бунтов проволоки, с
гидравлическим приводом, 6. Стандартная острильная
установка, 7. Сварочная машина для сварки
концов проволоки встык. На 13 листах на русском языке представлено
описание работы и подробные технические характеристики и конструктивные
особенности по каждому блоку. На 3-х листах представлены цены, условия
поставки, состав технической и конструкторской документации к линии… подробнее >> Для решения актуальных вопросов после холодной высадки: Нанесение гальвано-цинкового
покрытия с голубой, белой, желтоблестящей пассивацией компания INGENIERIA GALVANICA, S.L. (INGAL) Испания представляет свою новую разработку: Автоматическая линия
барабанного типа для гальванических покрытий крепежных деталей с
производительностью 2000 кг в час. На 12 листах на русском языке
представлены: Технические данные, описание оборудования, входящее в
линию, и принадлежностей, включая запасные части, электрооборудование,
автоматика, система управления, описание последовательности сборки, монтажа
линии. Общая стоимость линии… подробнее >> Для решения актуальных вопросов при
подготовке металла для холодной высадки: 1. Очистка
катаной проволоки от окалины для отжига в среде защитного газа, 2. Очистка катаной
проволоки от окалины и нанесение покрытия перед предварительным волочением, 3. Нанесение
покрытия на отожженный материал для последующего волочения (фосфатирование,
нанесения полимерного покрытия, нанесения известкового слоя) компания STAKU Anlagenbau GmbH (Германия) представляет свою полностью
новую разработку: Автоматическая установка для погружного травления
проволоки в бунтах и нанесения на неё покрытия. На 19
листах на русском языке представлено: подробное описание установки на 4-х
листах (включая режимы и последовательность обработки), технические характеристики
установки (20 параметров) на 2-х листах, объем поставки с подробным описанием
каждого компонента на 12 листах, коммерческие условия на 1 листе… подробнее >> таблица Fiat-ВАЗ 01346 Витые пружины сжатия. Качество и допуски …>> таблица Fiat-ВАЗ 52554 Пружинные стали. Углеродистая сталь С 72 …>> таблица
Fiat-ВАЗ 8.50150 Дробеструйная обработка.
Технические условия …>> таблица
Fiat-ВАЗ 10112 Гайки шестигранные нормальные …>> |
Жидкие устройства для предотвращения
самоотвинчивания и фиксации резьбы Устройства для предотвращения
самоотвинчивания в автомобильной промышленности должны
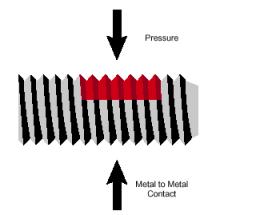
соответствовать высочайшим стандартам в вопросах фиксации резьбы. Корпорация Loctite
разработала однокомпонентные жидкие герметики, которые полностью заполняют
микроскопические зазоры между граничными плоскостями резьбовых соединений и
затем, при контакте с металлом и отсутствии воздуха, полимеризуются в
прочную, твердую, термореактивную пластмассу. Резьбовой фиксатор создает
соединение граничных резьбовых плоскостей, сцепляющее шероховатости их
поверхностей, для предотвращения любых перемещений резьбовых деталей. Таким
образом, проблема решается там, где она возникает, а именно в резьбе. Вот
почему резьбовые фиксаторы Loctite считаются наиболее
эффективным средством против самоотвинчивания крепежных соединений.
История
компании Loctite началась в 1953 году в Хартфорде, штат
Коннектикут, США. Профессор химии Вернон Крибл получил ингибитор
полимеризации сложных эфиров. Таким образом, был создан первый анаэробный
герметик, которому вскоре нашли применение в качестве фиксатора металлического
крепежа. Вернон Крибл и его сын Роберт, доктор химии, стали основателями
Американской компании герметиков, переименованной в 1956 году в Loctite
Corporation. Дальнейшее развитие Loctite шло как по пути проведения
собственных исследований и разработок, так и по пути приобретения других
компаний, также производивших высокотехнологичные продукты. Новаторство
Loctite и постоянное инвестирование в развитие обеспечили быстрый рост
компании. 27 октября 1976 года акции корпорации Loctite были внесены в
листинг Нью-йоркской Фондовой биржи. С января 1997 года Loctite является
частью концерна Henkel, ведущего международного производителя химической
продукции. Сегодня
Henkel Loctite – мировой лидер в производстве адгезивов, герметиков и
покрытий. Loctite ведет свой бизнес почти в ста странах мира. В составе
Henkel Loctite – четыре исследовательских центра: в Роки Хилл (Коннектикут,
США), Дублине (Ирландия), Мюнхене (Германия) и Иокогаме (Япония).
Предприятия, выпускающие продукцию под торговыми марками Loctite расположены
в Европе, Азии, Северной и Южной Америке. С 1997 года работает
представительство Loctite в России.
Характеристика LOCTITE: Жидкие
анаэробные фиксаторы наносятся на резьбовую часть вручную или при
помощи специальных дозирующих устройств. Оптимальное количество наносимого
продукта зависит от следующих параметров: размера резьбы, вязкости фиксатора
и конфигурации деталей. Если детали имеют большие размеры, то наносить
герметик необходимо на обе поверхности. В глухих резьбовых отверстиях клей
необходимо наносить на дно отверстия в таком количестве, чтобы после сборки
вытесненный резьбовой фиксатор распределился по всей длине резьбового
контакта. Некоторые анаэробные фиксаторы Loctite (в жидком состоянии)
оказывают положительное воздействие на коэффициент трения в резьбе при
монтаже, сравнимое со смазкой болтов. Это свойство дает возможность применять
эти продукты на автоматических поточных линиях с использованием существующего
сборочного оборудования. Однако, необходимо отметить, что предварительное
напряжение и момент затяжки должны быть определены.
При
нежелательном или невозможном использовании жидких резьбовых фиксаторов в
массовом производстве (например, дозирующие устройства не могут быть
применены), как альтернативный вариант, можно использовать крепеж с
предварительно нанесенным резьбовым фиксатором. Корпорация Loctite
предлагает стопорящие и/или герметизирующие продукты для предварительного
нанесения. Они великолепно вписываются в высокопроизводительные поточные
сборочные линии, не требуют введения дополнительных операций и могут
применяться с крепежными средствами, имеющими наружную или внутреннюю резьбу.
Это дает значительное снижение стоимости производства и экономию времени.
Такие продукты называются капсулированные резьбовые фиксаторы Loctite.
При сборке микрокапсулы раздавливаются и из них выливается активатор,
посредством которого происходит анаэробная реакция полимеризации, подобно
жидкому анаэробному продукту, с теми же прочностными, антивибрационными и
химостойкими свойствами. Применение капсулированных анаэробных продуктов Loctite
для покрытия любых резьбовых элементов обеспечивает гарантию качества.
Количество продукта, распределенного по поверхности резьбы в виде покрытия,
неизменно, благодаря постоянному контролю качества на предприятиях,
специализирующихся по нанесению таких покрытий. Стандартное сборочное
оборудование, как правило, может быть использовано при сборке без каких-либо
изменений в конструкции. Все продукты Loctite,
предназначенные для предварительного нанесения, имеют водную основу без
включения растворителей, поэтому они неогнеопасны и нетоксичны. Для простоты
распознавания они окрашены в яркие цвета. Имеют длительный срок хранения в
нанесенном на резьбу состоянии. При демонтаже резьбовых соединений с
капсулированным резьбовым фиксатором для последующей сборки могут применяться
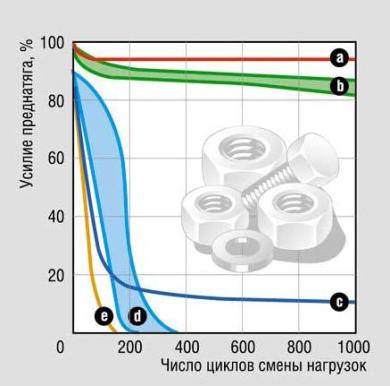
жидкие анаэробные фиксаторы. Сравнение методов
фиксации резьбовых соединений Проведение сравнительных
испытаний на сохранение усилия сжатия при использовании различных методов
фиксации Для построения кривых сохранения
усилия сжатия для различных методов фиксации использован испытательный
стенд. Зафиксированный болт
подвергался вертикальному давлению на установке с возможностью смещения точки
приложения усилия с помощью кулачка. Cреди всех типов фиксации резьбы,
подвергнутых испытаниям, жидкий анаэробный фиксатор Loctite
показал самые лучшие характеристики сохранения усилия сжатия.
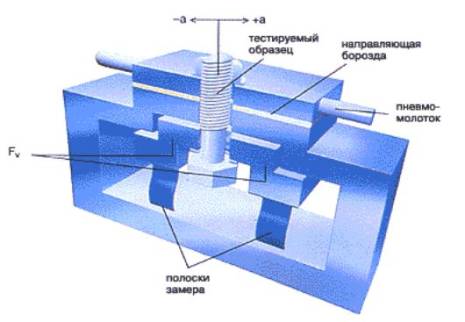
Испытательный
стенд Loctite для сравнительных испытаний разных резьбовых соединений (испытания
на ударную нагрузку и вибрацию по Юнкеру). Пневматические
молотки создают относительное перемещение нагруженных деталей со смещением +a.
В то же самое время существующая предварительная Fv-нагрузка непрерывно
измеряется в циклах нагрузки. Нагрузочные кривые для разных фиксирующих схем
можно сравнить.
a - стандартный винт с фиксацией винтового
соединения продуктами Локтайт Большинство механических методов не выдержали этого испытания. Это не
означает, что, до известной степени, эти методы неприемлемы. Однако,
сравнивая их эксплуатационные характеристики со стоимостью, применение таких
методов с трудом поддается оправданию. Что касается продуктов Loctite, то
они не требуют никаких дополнительных усилий и расходов, по сравнению с
механическими стопорящими элементами, потому что один продукт может
применяться для любых типов и размеров резьб. Таким образом, большинство
проблем, связанных со стопорением резьбы, решается экономическим путем.
В
сравнительном испытании усилие отворачивания может использоваться как
показатель полноты заполнения резьбовых зазоров, адгезии и степени
полимеризации. В основном, между усилием отворачивания и сопротивляемостью
самоотвинчиванию прямой зависимости не существует. На практике часто
возникает необходимость в разборке резьбовых соединений при помощи обычных
инструментов. Для
достижения фиксации резьбы достаточно нанести продукт Loctite
на одну из поверхностей. Если нанесение производить по капле, то количество
фиксатора должно быть достаточное для равномерного распределения по всей
длине резьбового контакта. Продукт можно наносить как на наружную, так и на
внутреннюю резьбу. При этом важно одно - полное заполнение резьбового зазора. Для ориентировочного выбора
нужного материала в ниже следующие таблицы были включены только основные
характеристики продуктов. Однако, таблицы дают только рекомендации, поэтому
до принятия окончательного решения необходимо изучить технические
характеристики продуктов и провести предварительные испытания в
производственных условиях. Для использования таблицы по анаэробным резьбовым
фиксаторам необходима следующая информация: Loctite имеет новый ряд покрытий
предварительного нанесения с торговыми марками Dri-Loc®, Dri-Loc
Plastic® и Dri-Seal®, для
фиксации и/или уплотнения резьбовых соединений. Это означает, что больше нет
необходимости наносить клеи, герметики, или другие продукты в момент сборки.
Dri-Loc® 2050,
211 и 218
Dri-Loc 211®
- высокопрочный резьбовой фиксатор. Имеет большой момент отворачивания после
срыва (высокая прочность, трудный демонтаж). Dri-Loc 2050®
– высокопрочный резьбовой фиксатор общего назначения для случаев, когда
требуется высокая вибростойкость и термостойкость и одновременно легкий
демонтаж (высокая прочность, легкий демонтаж). Продукт имеет хорошие
смазывающие характеристики, облегчающие сборку и хорошую адгезию к покрытым
поверхностям, соответствует стандарту DIN 267 часть 27. Dri-Loc 218®
резьбовой фиксатор средней прочности для случаев, где требуется легкость
демонтажа (средняя прочность, легкий демонтаж). Прочность фиксации возрастает
при наличии предварительного натяга в узле. В основном используется для
мелких болтов и гаек. Основные свойства
-
Экологически безопасные продукты на водной основе -
Заменяют любые другие способы фиксации,
обеспечивают отличную вибростойкость -
Хорошая стойкость в большинстве растворителей -
Продукты включены в спецификации большинства
производителей автомобилей и оборудования -
Любой крепеж становится самофиксирующимся -
Фиксирует и герметизирует в любом положении -
Обеспечивают малый момент при сборке резьбового
соединения -
Длительный срок хранения
Dri-Loc Plastic® Loctite Dri-Loc Plastic® – сухое
на отлип покрытие, нанесенное на длительный срок (отверждаемое теплом) для
фиксации резьбовых соединений. Момент сопротивления в резьбовом соединении может
быть установлен точно в соответствии с требованиями заказчика. После сборки
обеспечивает хорошую вибростойкость, при этом резьбовое соединение сохраняет
возможность юстировки. ОСНОВНЫЕ СВОЙСТВА
·
Нет времени отверждения ·
Может быть использовано до 5-ти раз ·
Неограниченный срок хранения ·
Допускает повторяющуюся регулировку (юстировку)
резьбового соединения ·
Один продукт для любых размеров резьбы ·
Соответствует стандарту DIN 267 часть 2 ·
Соответствует спецификациям производителей
автомобилей и оборудования Пятно покрытия, нанесенного с одной стороны резьбы
создает дополнительное давление. В результате, с другой стороны резьбы также
создается усилие. Возникающее при этом трение предотвращает самоотвинчивание
болта.
Описание
некоторых продуктов LOCTITE Loctite 222 Резьбовой фиксатор низкой прочности (возможен
последующий демонтаж соединения при помощи ручного инструмента).
Рекомендуется для фиксации регулировочных винтов, винтов с потайной головкой,
установочных винтов на втулках, шкивах, оправке инструмента, а также на
металлах с низкой прочностью (алюминий, латунь и другие сплавы меди).
Применяется для фиксации металлического крепежа до М36. Loctite 243 Резьбовой
фиксатор средней прочности (возможен последующий демонтаж соединения при
помощи ручного инструмента). Возможно нанесение состава на слегка замасленные
или загрязненные поверхности. Применяется для фиксации всех видов
металлического крепежа до М36. Loctite 243 сертифицирован Российским Морским
Регистром Судоходства. Loctite 248 Резьбовой
фиксатор средней прочности (возможен последующий демонтаж соединения при
помощи ручного инструмента). Loctite 248 – пастообразный материал в
современной упаковке «stick», не капает и не стекает в процессе нанесения.
Применяется для фиксации металлического крепежа до М50. Loctite 262 Резьбовой
фиксатор высокой прочности (демонтаж соединения возможен только после
нагрева). Применяется для фиксации всех видов металлического крепежа до М36.
Loctite 262 сертифицирован Российским Морским Регистром Судоходства. Loctite 268 Резьбовой
фиксатор высокой прочности (демонтаж соединения возможен только после
нагрева). Loctite 268 – пастообразный материал в современной упаковке
«stick», не капает и не стекает в процессе нанесения. Применяется для
фиксации металлического крепежа до М50. Loctite 270 Резьбовой
фиксатор высокой прочности (демонтаж соединения возможен только после
нагрева). Рекомендуется для фиксации любого металлического крепежа до М20. Loctite 2701 Резьбовой
фиксатор высокой прочности (демонтаж соединения возможен только после
нагрева). Рекомендуется для фиксации любого металлического крепежа до М20. В
частности материал может применяться на неактивных металлах. Loctite 290 Резьбовой
фиксатор средней прочности (возможен последующий демонтаж соединения при помощи
ручного инструмента). Loctite 290 – материал с низкой вязкостью, обладающий
высокой проникающей способностью. Рекомендуется для фиксации предварительно
собранных соединений, например, регулировочных винтов. Применяется для
фиксации металлического крепежа до М10. Рекомендации
по выбору продуктов: Для правильного подбора продуктов для каждого
конкретного случая необходимо учитывать следующие факторы:
·
Рабочая среда. Продукты
имеют различную химостойкость. Большинство фиксаторов незначительно теряют
прочность в рабочих жидкостях, таких как бензин, масло, тормозная жидкость,
охлаждающая жидкость. Имеются продукты с повышенной химостойкостью (211)… |
Справочник. Под ред. д-ра техн. наук проф. Г.А. Навроцкого. М., Машиностроение, 1973 – 496 с.
Технологические
расчеты упругих элементов.
Автонормали.
Пружины. Содержание >> DIN
558 M
5 to M 36 hexagon head screws threaded up to the head Product grade C …>> таблица Fiat-ВАЗ 10139 Гайки
шестигранные с пояском для законтривания …>> ОСТ 37.001.015-85 Пружины клапанные автомобильных двигателей. Технические
требования. Методы контроля и правила приемки. Упаковка, транспортирование,
хранение …>> ОСТ 37.001.104-72 Болты с шестигранной головкой и зубчатым буртиком
самостопорящиеся. Конструкция и размеры …>> ОСТ 37.001.106-75 Болты с полукруглой головкой и
квадратным подголовником. Конструкция и размеры …>> ОСТ 37.001.109-72 Гайки шестигранные самостопорящиеся с нейлоновым кольцом.
Конструкция и размеры …>> ОСТ 37.001.110-72 Гайки шестигранные самостопорящиеся с
зубчатым буртиком. Конструкция и размеры …>> О причинах дефектов
при производстве крепежа. Широкое
многообразие дефектов металла и металлоизделий, возникающих при производстве
крепежных изделий, требует детального подхода к определению причин
происхождения дефектов и методов их идентификации. Для достоверного
установления причин образования дефекта часто необходимо использовать
комплекс методов. Однако основной причиной образования дефекта на
металлоизделии однозначно является технология производства металлопроката и
его обработка. Большая часть массового производства крепежных изделий
изготавливается методами горячей, полугорячей или холодной обработкой
металлов давлением. Поэтому на эволюцию существования дефекта
металлургического происхождения или дефекта, возникшего в процессе
пластического формообразования, влияет история деформирования с
многовариантностью механических схем деформаций… Вопрос 73: Мы приобрели
резьбонакатной автомат для накатки резьбы под саморезы диаметром от ф2 до ф4
мм длинной до 40 мм. Подскажите пожалуйста к кому возможно обратиться для
приобретения плашек плоских резьбонакатных под саморез DIN 7982? Вопрос 72: Я занимаюсь снижением
стоимости металла под холодную высадку. Можете помочь в этом мероприятии? Проблема наша заключается в высоких переменных
затратах при холодной высадке, которые получаются, как я считаю, из-за
высоких цен на металл, поступаемого к нам на производство. Сейчас я ищу где
взять более дешевый металл. Можете помочь с информацией? Где поискать более
дешевый, подготовленный для высадки металл? Или какие варианты замены могут
быть? Вопрос 68: Если Вы имеете контакт
с фирмой YUTA Прошу выслать каталог с прайсом. Вопрос 66: Прошу Вас, сообщите
полный перечень таблиц Фиат Ваз на заклепки. ТУ
14-1-2527-90 Прокат калиброванный
и со специальной отделкой поверхности из углеродистой и легированной стали Технические условия. (взамен ТУ 14-1-2527-78)…>> ТУ 14-1-4459-88 Сталь горячекатаная
(подкат) и калиброванная марок 12Г1Р, 30Г1Р, 35Г1Р. Опытная партия.
Технические условия …>> ТУ 14-1-4486-88 Сталь
горячекатаная (подкат), калиброванная и калиброванная со специальной отделкой
поверхности марок 06ХГР и 20Г2Р. Технические условия. (взамен ТУ
14-1-2810-79, ТУ-1-3599-83, ТУ 14-1-2811-79, ТУ 14-1-3312-81) …>> Миропольский
Ю.А., Токарев И.К., Фазлулин Э.М., Грипп Л.Б.
Одноударный
трехпозиционный высадочный автомат модели 13ВА-12. Паспорт. – 35 с. Миропольский
Ю.А., Мансуров И.З. Современные
тенденции развития технологии холодной объемной штамповки. М.: НИИмаш, 1979.
– 80 с. Вопросы технологии
маркировки резьбовых крепежных деталей. Уже более
100 лет определить, кто производитель и какими механическими и эксплуатационными
свойствами обладает крепежная деталь, позволяет маркировка. В настоящее время
маркировка на современных крепежных деталях включает в себя клеймо (товарный
знак) завода-изготовителя и класс прочности (или группы материала). Изделия с левой резьбой дополнительно
маркируются знаком левой резьбы. По заказу, особенно для специальных деталей,
маркировка включает специальные знаки, характеризующие особые свойства и
применяемость детали. Знаки маркировки могут быть выпуклыми или углубленными.
Размеры знаков маркировки устанавливает завод-изготовитель… Необходимые условия
для организации производства автонормалей на машиностроительном предприятии. Современное
автомобилестроение является ведущей отраслью машиностроения промышленно
развитых стран, влияющей на процессы экономического и социального развития
общества. Широко применяемые в автомобилестроении крепежные изделия,
позволяют создавать высокоэффективные, прочные, надежные и долговечные
соединения. В настоящее время общая структура выпуска автонормалей в России
представляет собой мало организованное экономическое пространство, состоящее
из производителей метизов и автомобилей, объединенных в промышленные группы и
производители, действующие самостоятельно… Влияние
электроискрового легирования на стойкость холодноштамповочного инструмента. Инструмент,
применяемый для формообразования детали методами холодной объемной штамповки
должен обладать физико-механическими свойствами, позволяющие работать при
высоких, динамических ударных нагрузках и интенсивном пластическом трении.
Повысить стойкость рабочих элементов инструментальной оснастки и продлить их
срок службы можно двумя путями: за счет применения новых материалов с
улучшенными физико-механическими и эксплутационными свойствами и за счет
улучшения служебных характеристик инструментальной оснастки из традиционно
применяемых сталей. Эффективный способ улучшения служебных характеристик… Современные
технологические решения по подготовке поверхности подката взамен травления в
растворах. Подготовка металлических поверхностей
подката для последующих технологических операций, в большинстве случаев,
включает процесс очистки металла травлением в растворах и нанесение покрытий
химическим или гальваническим методами.
К числу основных недостатков
указанной технологической подготовки поверхности необходимо отнести
во-первых, образование вредных испарений и расход дефицитных материалов в процессе очистки; во-вторых, на
установки требуются значительные производственные площади и большие затраты
времени на технологические операции… Краткий
обзор развития автоматизированного холодновысадочного производства. Гайки и
болты, как крепежные детали, получили широкое распространение с началом
промышленной революции, связанной с изобретением в 1765 году James Watt парового двигателя. Производители первых машин и
деталей для них поняли, что резьбовые соединения могут принципиально улучшить
конструкцию сложных механизмов, значительно облегчить сборку и повысить их
надежность… Существующие и
новые подходы к производству самостопорящихся гаек. Исследования и испытания крепежных соединений в автомобилестроении
привели к созданию новых видов крепежных деталей прогрессивных конструкций.
Применение нового прогрессивного крепежа позволяет эффективно снизить затраты
на производство и повысить эксплуатационные свойства механизмов и машин.
Многофункциональность прогрессивного крепежа позволяют с одной стороны
отказаться от малоэффективных вспомогательных деталей, таких как шайба,
шплинт, вязочной проволоки, контргаек, с другой стороны застраховать
ответственные резьбовые соединения от самораскручивания… |
|||||||||||||||||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||||||||||||||||









Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |






|
При использовании
материалов сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Рукописи : на www.nav.t-k.ru |
Последнее обновление18-06-2010 |