|
авторский проект Напалкова Александра Валерьевича |
|

|
Вопрос: Какая технология и
какое требуется оборудование для изготовления вытяжной заклепки. Вопрос: Интересуют
производители крепежа в Тайване и Китае.
Вопрос: Реально ли осуществить
самому производство крепежа. Хочу начать с гаек.
Вопрос: Как выбрать стержень
под накатку резьбы. Вопрос: Какая технология
фосфатирования металла. Вопрос: Какая форма и размеры у
головки e-torx. Вопрос: Какая технология
навивки и упрочнения пружин.
Вопрос: Прошу Вас сообщить
возможность, цену, сроки и условия поставки в Беларусь |
Гвозди – ключи к
истории
Александр Семенов
Металлические гвозди появились в бронзовую эпоху. Делали
их из железа, меди, бронзы, литыми или коваными. Ценились они чуть ли не на вес
золота. В Шотландии на месте, где две тысячи лет назад стояла древнеримская
крепость, археологи нашли на большой глубине остатки ящиков, в которых
находилось 7 т гвоздей. Римские воины, покидая это место и не желая оставить
врагу столь ценную добычу, зарыли клад из гвоздей в землю. Удивительно, что эти гвозди остались
совершенно чистыми и блестящими, без ржавчины. Гвозди являются одними из лучших
ключей к разгадке исторического возраста здания. Особенно это помогает при
определении возраста зданий, построенных в XVIII, XIX веках, когда технология производства
гвоздей очень быстро изменялась. В основном в этот период гвозди
использовались для строительства крыши, где они применялись для крепления лаг
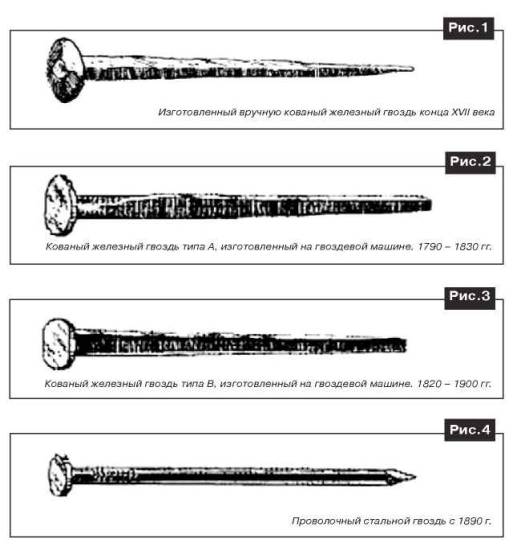
и обрешетки. До последнего десятилетия XVII - начала XVIII века гвозди изготавливались
вручную кузнецами или гвоздарями из квадратной железной заготовки. После
нагрева в горне квадратная заготовка расковывалась с четырех сторон с
формированием острия, зубилом отрубался отрезок нужной длины, заготовка вторично нагревалась и
ковалась шляпка с использованием специального отверстия в наковальне. Пяти
ударов молотком хватало опытному кузнецу, чтобы полностью изготовить гвоздь.
Особую популярность получили Г-образные гвозди, когда головка не расковывалась,
а загибалась в виде крючка. Такие гвозди не требовали повторного нагрева для
формирования головки, а следовательно,
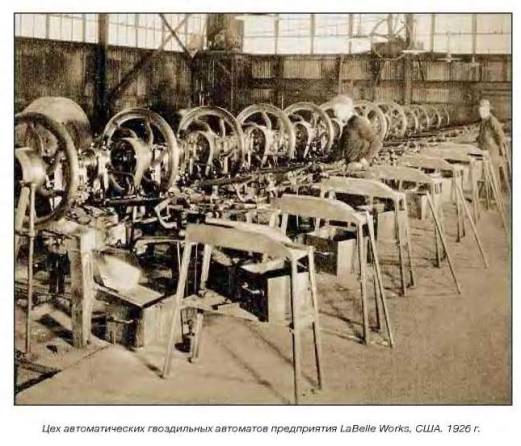
изготавливались быстрее. Упоминание об оборудовании для
машинного производства гвоздей появились между 1790 и началом 1800 годов. Для
производства гвоздей на таком оборудовании использовалась железная квадратная
заготовка. Гвоздильная машина расковывала железный брусок с разных сторон до
нужного размера, формировала острие и отрезала заготовку заданной длины.
Шляпка гвоздя делалась вручную. Этот тип гвоздей известен как тип А (рис. 2).
Первые проекты гвоздильных машин с полным циклом производства появились к
1820 году. Эти гвоздильные машины расковывали железную заготовку на конус,
тем самым формируя острие гвоздя, специальный стержень (прототип современного
пуансона) ударом формировал головку, специальные ножи, заточенные на конус,
отрезали готовое изделие. Приблизительно в 1830 году появились первые
упоминания о гвоздильных машин, на которых можно было изготовить не только тело
гвоздя, но и шляпку. Этот тип гвоздей известен как тип В (рис. 3). Именно
способ производства гвоздей типа А или типа В являются неоспоримым
доказательством исторического периода постройки того или иного здания или
сооружения, так как совершенно точно известен исторический период, когда
эти гвозди производились, а следовательно, использовались в строительстве и
промышленности.
Развитие металлургии и в частности
Бессемеровского способа производства стали позволили уже в 1880 году
использовать для производства гвоздей стальную круглую проволоку. К 1886 году
в США уже более 10% выпускаемых гвоздей производилось из стальной проволоки,
а к 1913 году гвоздей из проволоки производилось 90%.
И все же производство гвоздей
типа В сохранилось и до сегодняшнего дня. Эти гвозди используются при
изготовлении специальных строительных конструкций из очень твердых пород
древесины. В основном такие конструкции применяются при строительстве зданий
по специальным индивидуальным проектам или при реставрационных работах на
исторически ценных сооружениях и строениях. В России первые упоминания о массовом использовании гвоздей относятся к XVI веку. Производившиеся в Уломе «вологодские гвозди» входили в предметы экспорта. В XIX веке в Уломской волости в промысле было занято до 20 тысяч кузнецов. К началу XX века гвоздарные кустарные производства сохранились лишь в Уломской и Дмитриевской волостях и сохраняли свое общероссийское значение. В России первое упоминание о гвоздильных станках можно отнести к 1835 году, когда вернувшись из Англии Ефим Александрович Черепанов (1774-1842) и его сын Мирон Ефимович Черепанов (1803-1849) спроектировали и построили на тагильском заводе гвоздарный станок. Массовое использование в России гвоздильных станков началось в конце XIX века. В основном оборудование для производства гвоздей поставлялось из Германии и Англии.
Метизы1(08)’2005
|
Специальные
крепежные детали, нормали Вопрос: Хотим производить
винты, саморезы (в т.ч. оцинкованные), анкера, евровинты. С чего начать организацию
производства метизов строительного и мебельного назначения. Вопрос: Наше предприятие
заинтересовано в приобретение гвоздильных автоматов для изготовления гвоздей
длиной до 100мм из проволоки диаметром до 4мм. Интересуют автоматы наиболее
надежные в работе и простые в эксплуатации.
|
|||
|
|
|
|
|||









Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |




|
При использовании материалов
сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Рукописи : на www.nav.t-k.ru |
Последнее обновление27-07-2009 |