|
<< назад : вперед >>
Схемы высадки головок
стержневых крепежных деталей
До
сих пор неизвестно, когда произошло появление на Земле винта – прототипа
современных резьбовых крепежных деталей. Винты, датированные многими веками
до Рождества Христова, археологи находят и в Китае, и в Азии, и на
американском континенте. Причем по точности изготовления древнейшие изделия
порой превосходят более поздние образцы…
Вопросы технологии
маркировки резьбовых крепежных деталей
Уже
более 100 лет определить, кто производитель и какими механическими и
эксплуатационными свойствами обладает крепежная деталь, позволяет маркировка…
Разделительные операции в
технологии холодной объемной штамповки деталей
Технология
изготовления деталей холодной объемной штамповкой строится на основе
необходимого и достаточного количества…
Проблемы
развития метизного производства для автомобильной промышленности России
Необходимость
повышения качества и технического уровня крепежных деталей и пружин для
обеспечения потребностей автомобильной промышленности сегодня ни у кого не вызывает сомнений.
На
автомобильных заводах понимают, что повышение конкурентоспособности
российских автомобилей и их качества, которого ждут все нынешние и
потенциальные автовладельцы, зависит (в том числе) от качества крепежа и
пружин…

подробнее
>>
Перспективы
внедрения прогрессивного крепежа в автомобильной промышленности России
В
настоящее время на сборочных линиях и в цехах Волжского автомобильного завода
используется крепеж, разработанный и изготовленный по нормативной
документации, переданной с технологией FIAT–ВАЗ в середине 60-х годов
прошлого столетия…
Прогрессивный
крепеж – источник снижения затрат на производство и эксплуатацию АТС
Покупая
автомобиль, обычно принимают во внимание соотношение его качества и цены, не
упуская из внимания системы безопасности, длительность пробега без
регулировок и ремонта, эксплуатационные расходы. При этом едва ли кого-нибудь
интересует, какие крепежные детали использованы в сборке автомобиля…
Технический контроль
качества автонормалей у производителя, дилера и потребителя
Основная
прибыль от продажи автомобильных и автомоторных крепежных деталей зависит от
объемов спроса, заявленной цены, рекламы, ассортимента и товарного качества
продукции…
Разделительные операции в
технологии холодной объемной штамповки деталей
Технология
изготовления деталей холодной объемной штамповкой строится на основе
необходимого и достаточного количества…
Из публикации
Сухов А. «ВИНТ и ГАЙКА: СПИРАЛЬ ЭВОЛЮЦИИ»
Все "зримые"
достижения техники, среди которых, безусловно, и автомобиль, были бы
невозможны без эволюции невзрачных железок - винтов, отверток, ключей. Более
того, инструмент и технологии, пожалуй, лучше всего иллюстрируют уровень
развития общества, ведь готовое изделие - лишь их производное, порой
скрывающее многие секреты изготовления. Вспомним столько веков…
Из публикации
Львова А. «СОЖ по спецзаказу»
Большинство
смазочно-охлаждающих технологических сред, применяемых в металлообработке,
представляют собой смазочно-охлаждающие жидкости (СОЖ). В 70-е годы, когда 80%
всех СОЖ производилось на Украине, их номенклатура исчислялась единичными
марками, сейчас – сотнями…
Из публикации
Рикошинский А. «Склады промышленных предприятий»
Эффективность функционирования
промышленного предприятия зависит не только…
Автореферат
диссертации канд. техн. наук
Скворцовой С.С. «Совершенствование процессов формирования
потребительских свойств колесных болтов на основе оценки качества технологий»
Качество
продукции относится к числу важнейших показателей рейтинга и
конкурентоспособности предприятия как на внутреннем, так и на внешнем рынках.
Повышение качества изделий в значительной мере определяется темпами
научно-технического прогресса, техническим уровнем предприятия, способами и
методами организации производства…
|
Разработка и применение программы моделирования трехмерной объемной штамповки QFORM 2D/3D
Николай Биба
ООО «Квантор-Форм», Москва
Введение
Эффективность
применения моделирования штамповки основывается на возможности практического решения
широкого круга технических проблем, встречающихся при разработке и
оптимизации технологии и инструмента.
Этими задачами являются оптимизация течения металла, экономия металла и энергии, повышение стойкости
инструмента. Крайне важно также
точное предсказание штамповочных дефектов и определение путей их исправления.
Последние десять
лет совершенствования программ моделирования показало качественный прогресс в их развитии. К настоящему времени точность результатов, получаемых
конечно-элементным моделированием двумерного течения металла в процессах
холодной и горячей объемной штамповке, достигла
уровня, приемлемого для промышленного использования этих
данных и конечно-элементные программы стали повседневным
инструментом для развития технологии.
В то же время, моделирование
трехмерной деформации остается достаточно
сложной и до конца нерешенной задачей. На рынке представлено немного трехмерных программ
моделирования штамповки, и все они обладают
существенными ограничениями. С одной стороны расчет требует длительного времени, с другой - достижение приемлемой с
точки зрения производства точности
нуждается в высокой квалификации пользователя
и работа по подготовке и проведению расчета в существующих программах
крайне трудоемка.
Новый подход к трехмерному
моделированию штамповки
В 2001 году «Квантор-Софт» выпустил новую версию программы
моделирования штамповки QFORM, которая давно и широко используется на
промышленных предприятиях в России и заграницей (подробнее см статью в САПР и Графика, No 8, 2000). Новая
версия QFORM 3.0 получила также еще одно название QFORM 2D/3D, поскольку
принципиально отличается от предшествующих версии возможностью моделирования
трехмерного течения металла.
При разработке программы важно было
сохранить основные достоинства QFORM. Прежде всего, это простота использования,
возможность подготовки всех данных для расчета в течение нескольких минут,
проведение расчета от начала до конца в полностью автоматическом режиме без
вмешательства пользователя и получение гарантированно точного результата даже
при отсутствии у пользователя специальных знании в области теории конечно-элементного
моделирования.
Для достижения этой цели было
разработано и применено несколько совершенно новых решении и подходов к
разработке общей структуры программы и алгоритмов. Вот основные из них:
QFORM 2D/3D объединяет двумерное и трехмерное
моделирование в одной программе. С точки зрения пользователя это огромное преимущество. Программа
полностью сохранила широчайшую функциональность, простой и привычный
интерфейс своей двумерной предшественницы. Для перехода к трехмерному
моделированию необходимо лишь выбрать в качестве исходной геометрической
информации не двумерные контуры поперечных сечении, а твердотельные модели
штампов и заготовки. Все остальные данные задаются также как и для двумерного
расчета с использованием удобного и наглядного Мастера Подготовки Данных (Data Preparation Wizard), сводящего к минимуму возможность случайных ошибок.
Интеграция двумерного и трехмерного
моделирования в одной программе дает уникальную возможность эффективно
моделировать технологические цепочки, состоящие из нескольких штамповочных
переходов, первые из которых обладают осевой симметрией и могут быть быстро
решены в двумерной постановке (например, осадка и предварительные переходы),
а последующие требуют полномасштабного трехмерного моделирования.
Объектно-ориентированная структура программы создает очень комфортную и
полностью интегрированную пользовательскую среду. Подготовка данных
происходит параллельно с их отображением для визуального контроля, а расчет
сопровождается одновременным графическим выводом результатов (рис 1). Таким
образом программа является эффективным инструментом для «компьютерных
экспериментов» с технологическим процессом значительно более быстрыми и
дешевыми чем натурные эксперименты.
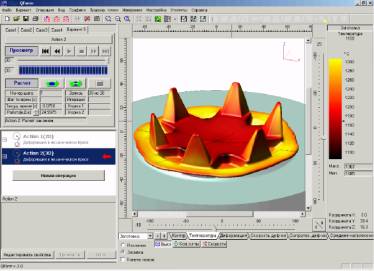
Рис. 1. Главное окно
программы в процессе расчета трехмерной поковки.
Эффективный импорт геометрической
информации обеспечен прямым интерфейсом с наиболее распространенными
системами твердотельного моделирования, что исключает потерю точности и
значительно ускоряет работу. В настоящее время QForm 2D/3D имеет прямой интерфейс с Pro/Engineer (PTC), Solid Works, TFlex CAD (Top Systems), Solid Edge
(Unigraphics) и Mechanical Desktop (AutoCAD). Список CAD систем, для
которых доступна прямая передача данных в QFORM, постоянно
расширяется. Кроме этого QFORM 2D/3D также поддерживает импорт IGES и STL файлов, хотя
в последнем случае качество решения снижается из-за потери точности передачи
геометрической информации.
Используя в качестве исходных данных
полную и точную геометрию штампов и заготовки, а также имея опыт применения
нелинейной аппроксимации при решении двумерных задач, в QFORM 2D/3D впервые среди коммерческих программ удалось применить
квадратичную аппроксимацию для решения задач трехмерных. Это позволило существенно повысить
точность решения, снизить потерю объема и добиться высокой надежности решения
и достоверности предсказания дефектов штамповки. Описание поверхностей
нелинейной конечно-элементной моделью позволяет производить перестройку сетки
так часто как необходимо без «подрезания» поверхности в местах высокой
кривизны, что характерно для линейных элементов.
Программа автоматически строит конечно-элементную сетку на
поверхности и в объеме штампов и заготовки и перестраивает ее в процессе
решения по мере необходимости. Поскольку в основе лежит нелинейная аппроксимация, то это
позволяет применять наиболее сложные и эффективные полностью автоматические
адаптивные алгоритмы построения сеток. Сетка сгущается в местах наибольшей
кривизны поверхности и высоких градиентов решения и максимально разрежена в
местах, где течение металла неинтенсивно (жесткие зоны) для экономии
вычислительных ресурсов (рис.2). В конечном итоге автоматически построенная
сетка гарантирует высокое качество решения и его независимость от
квалификации пользователя.
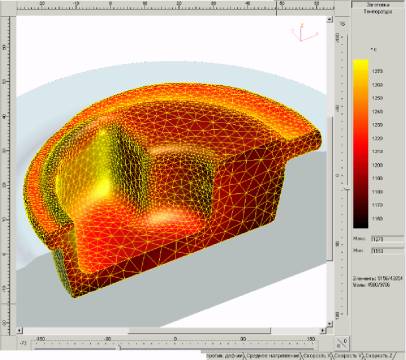
Рис. 2. Пример сетки конечных элементов при
моделировании объемного
течения металла
Применение и практические
результаты
Как пример компьютерной разработки технологии с трехмерным
течением металла, на рис. 3 приведены результаты моделирования штамповки
шатуна на механическом прессе из заготовки, предварительно сформованной в
вальцах. После предварительного анализа распределения объема металла вдоль
оси поковки формируется профиль круглой заготовки для формовки в вальцах.
Однако насколько эта форма эффективна с точки зрения гарантированного
заполнения гравюры штампа и минимального отхода металла в облой можно
установить лишь путем дорогостоящих натурных экспериментов или компьютерного
моделирования при помощи
QFORM 2D/3D. В случае трехмерного течения металла моделирование значительно
облегчает подбор оптимальной формы заготовки. При этом программа также
производит расчет напряженно-деформированного состояния штампов, что
позволяет оценить их стойкость и путем соответствующей модификации
технологии, так и конструкции штампов существенно повысить их срок службы.
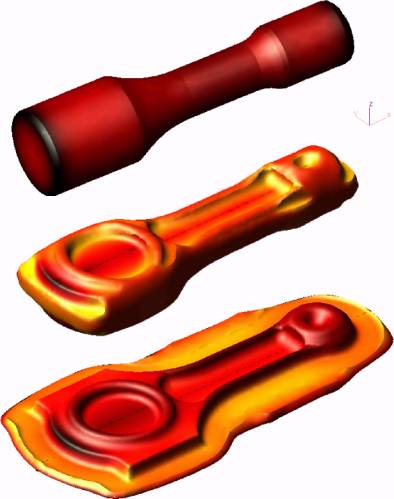
Рис. 3. Штамповка шатуна для двигателя
автомобиля из предварительно
профилированной заготовки
QFORM 2D/3D уже прошла тестирование и поставляется
пользователям. Подробнее о программе можно узнать в офисе «Квантор-Форм» или
на сайте www.qform3d.com.
|
Профессиональный
производитель специальных крепежных систем для мобильных телефонов, серии
пружинных элементов, различных видов крепежных деталей для электроники…
подробнее
>>
Производитель
пружинных стопорящих шайб, шайб Гровера по DIN 7980, DIN 127В,
DIN 6905, JIS 1251 из углеродистой
стали, нержавеющей стали, бронз...

подробнее
>>
Высокоточное
производство саморезов, резьбовыдавливающих винтов, винтов из нержавеющей
стали, болтов из высоколегированных сталей, фундаментные винты, машинные
винты и другой специальный крепеж по заказу…

подробнее
>>
Многопозиционная
холодная объемная штамповка и высокоточная механообработка Вашего автокрепежа:
винты под заказ, гайки, болты, заклепки, специальные автонормали, шаровые
пальцы и другие крепежные детали под Ваш заказ…

подробнее
>>
Основная
продукция и услуги компании: шестигранные, фланцевые гайки, гайки для
контактной сварки, гайки крепления колеса легковых и грузовых автомобилей,
ролики тяговых цепей и другие специальные гайки… Компания сертифицирована по ISO/TS 16949.

подробнее
>>
Профессиональный
производитель автомобильных крепежных деталей предлагает: приварные болты,
фланцевые винты, винты под запрессовку, болты крепления колеса и другие
детали под Ваш заказ. Диапазон размеров от М2,5 до М24, длина от 6 мм до 300
мм…

подробнее
>>
Наша
продукция – приварные гайки: фланцевые, круглые, самоконтрящиеся с нейлоновой
вставкой, специальной конструкции, по заказу - с покрытием резьбы…

подробнее
>>
Предлагаем:
микро винты, микро крепежные детали для механизмов и машин, мелкие пружины,
зажимы, специальные детали по Вашим чертежам в диапазоне размеров от М1 до
М10…

подробнее
>>
Современные
способы термообработки, обеспечивающие получение структуры стали, необходимой
для холодной высадки
Углеродистые и легированные
стали, применяемые для холодной высадки, относятся к феррито-перлитному
классу. При поставке подкат обычно имеет структуру: феррит + пластинчатый
перлит. При такой структуре заполняемость полостей матрицы и пуансона
ухудшена из-за низкой штампуемости стали…
|

