|
авторский проект Напалкова Александра Валерьевича |
|

|
Атлас
конструкций холодновысадочного и резьбообразующего инструмента.
Профиленакатные
станки моделей UPWS 16, UPWS 16-1, UPWS 25, UPWS 25-1 Инструкция по эксплуатации. – 149 с.
Атлас
конструкций холодновысадочного и резьбообразующего инструмента. Инструмент для формообразования внутренней резьбы. – 33 листа.
Горячештамповочные
пресс-автоматы. Серия MW. Пакет материалов. – 52 листа, 5 видеороликов. таблица
Fiat-ВАЗ 10112 Гайки шестигранные нормальные …>> таблица
Fiat-ВАЗ 10114 Гайки шестигранные низкие …>> таблица
Fiat-ВАЗ 10125 Гайки шестигранные
самоконтрящиеся с нейлоновой вставкой …>> таблица
Fiat-ВАЗ 10130 Гайки шестигранные прорезные
нормальные …>> Вопрос 82: Прошу сообщить, есть ли у Вас готовые, апробированные чертежи резьбонакатных
плоских плашек на самонарезающие винты? |
Развитие
конструкций крестообразных шлицев винтов Карташов
А.Л., Макаров В.А., Хохлов Е.Н.
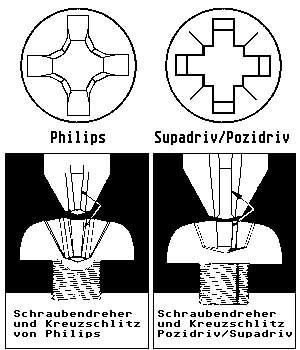
В 1936 году в Портланде США
H.Phillips получил свои первые патенты на конструкции крестообразных шлицев
для головок резьбонарезающих винтов, формообразующий и постановочный
инструмент, технологию изготовления. Конструкция крестообразного шлица,
описанная в патенте США № 2046839 НКИ 85-45, разошлась по всему миру под
торговой маркой Phillips. Конструкция крестообразного шлица
и конструкция инструмента для его изготовления постоянно совершенствовались.
Например, в патентах США № 3120012 НКИ 85-45 и 2588404 НКИ 10-7 описаны
пуансоны для формовки стенок и рёбер углубления креста шлица и способ
получения крестообразного шлица высадкой. Введение крестообразного шлица
обеспечило выполнение только части выше перечисленных требований на первом
этапе механизации сборочных работ. В дальнейшем возникли новые проблемы,
связанные уже непосредственно с геометрическими параметрами крестообразных
шлицев. Недостатком конструкции крестообразного шлица в головке винта явилось
недостаточное зацепление боковых наклонных поверхностей стенок (5-8°) четырёх
радиально направленных от центра углубления канавок с ответными поверхностями
перьев крестообразной отвёртки. Из-за возникновения сил, выталкивающих
отвёртку из шлица, затруднялась фиксация винта на пере и устойчивое его
удержание в рабочем положении, особенно в условиях конвейерной сборки при
ввинчивании с крутящим моментом. У резьбообразующего винта со шлицем Phillips
глубиной от 1,9 до 2,3 мм осевое усилие доходит до 200 Н. В начале 60-х годов 20 века для
фирмы «Phillips Screw Co.» была разработана новая конструкция креста
формообразующего пуансона и отвёртки для крестообразного шлица, на которые
был получен патент США № 3238540 НКИ 10 – 7. Данная конструкция известна в
мире под товарным знаком «Pozidriv».
Конструкция шлица обеспечивает
более высокий крутящий момент затяжки винта, снижает выталкивающее осевое
усилие при ввинчивании. В данной конструкции шлица между его радиально
направленными крестообразными канавками выполнены V-образные прорези, или
лучи, предназначенные для увеличения крутящего момента и удерживающие головку
винта на отвёртке от выпадания. Плоскости, передающие крутящий момент при
ввинчивании, выполнены вертикально, или с отрицательным углом, что
обеспечивает удержание винта на отвёртке, но это требует точного выполнения
геометрии формы рёбер и граней на кресте шлица в головке винта, на кресте
мастер-пуансона, и перьях отвёртки, что на практике трудно выполнимо.
Указанная геометрическая форма достигается относительно сложным инструментом
и сложным технологическим приёмом при высадке последнего. Заклинивание винта
в постановочном инструменте позволяет ввинчивать винты в вертикальной и
горизонтальной плоскостях без специальных поддержек. На крестообразные шлицы
были разработаны международные и национальные стандарты, например, DIN ISO
8764 – 12. 2000 «Отвёртки для крестообразных шлицев», ГОСТ 10753 – 86 «Шлицы
крестообразные для винтов и шурупов». В них крестообразный шлиц «Phillips»
обозначен как тип «Н», а крестообразный шлиц «Pozidriv» обозначен как тип «Z». В
России шлиц «Phillips» широко изготавливается и применяется на винтах и
постано-вочном инструменте, шлиц «Posidriv» по имеющейся информации не
изготавливается. Нет в России и производства отвёрток для такого шлица. В
настоящее время увеличился спрос на винты резьбонарезающие, самонарезающие и
резьбовыдавливающие. Однако, точность изготовления отечественными
производителями крестообразных шлицев, как в головках винтов, так и отвёрток
далеко не идеальны, поэтому крестообразный шлиц вызывает много нареканий. В
России рынок винтов и шурупов, в основном, представлен изделиями производства
Германии, Тайваня и Польши. Известны и другие решения задачи
удержания головки винта на пере отвёртки, например, технологическим путём –
за счёт направленного перемещения части металла головки к центру шлица. В
патентах США № 2377114 и № 3151519 НКИ 85 - 45 описаны конструкции
формообразующего инструмента и технология высадки головок винтов с
крестообразным шлицем с углублениями разной формы, выполненными между
радиальными канавками креста. В патенте № 2377114 углубления прямоугольной
формы, в патенте № 3151519 выполнены четыре полукруглые лунки. Однако их
опробование показало, что приведённые формы впадин не способствуют
оптимальному перемещению металла к центру шлица, рёбра и грани шлица остаются
до конца незаполненными. Указанная задача в большей мере решена в комплексе:
технология, формообразующий инструмент и конструкция самого крестообразного
шлица – патент России № 2170371 МПК F 16 В 23/00. В предложенной конструкции форма
впадин между канавками шлица типа «Н» в плане представляет собой параболу,
направленную к осевому углублению в центре шлица до пересечения её лучей с
боковыми плоскостями, расположенных смежно, рядом двух взаимно
перпендикулярных канавок креста шлица. Данное техническое решение
обеспечивает чёткую фиксацию и удержание шлица головки на перьях отвёртки.
Последнее достигается за счёт направленного течения металла при формовке
шлица не только в осевом, но и в радиальном направлении. Соответственно
обеспечивается плотность контакта граней и рёбер шлица головки винта и перьев
отвёртки. Конструкция крестообразного шлица по этому патенту была внедрена в
производстве завода на винтах с потайными и полукруглыми головками,
используемыми на автомобилях, а также в строительстве для крепления
металлических профилей, гипсокартонных плит и других изделий. Испытания самонарезающих
винтов-шурупов с крестообразными шлицами по патенту № 2170371, проведённые
фирмой «Авангард – Кнауф», показали, что:
Таким образом,
проведённые исследования существующего рынка крепёжных деталей с
крестообразными шлицами, технического уровня производимых и применяемых
конструкций технических решений, а также известных из патентной и технической
документации, показали, что конструкция крестообразного шлица по патенту
России № 2170371, устраняет отклонения от требований стандартов, обеспечивает
высокое качество изделий и стабильность работы сборочного инструмента. Такие
шлицы могут быть рекомендованы для широкого применения… Крепеж,
клеи, инструмент и…
|
Атлас схем и
типовых конструкций штампов. Объемная штамповка. В.А. Бабенко, В.В. Бойцов, Ю.П. Волик. – М.: Машиностроение, 1982. – 104 с., ил.
Альбом
конструкций универсальных штампов. Разделительные и формообразующие операции – 107 с.
Практическое руководство по проверке расчета пружин при изготовлении. Н. Новгород, 1951. – 39 с.
СТП
107.3.19-81 Калибры-пробки гладкие диаметром от 3 до 50 мм. Конструкция и размеры.
1981. – 36 с.
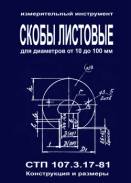
СТП
107.3.17-81 Скобы листовые для диаметров от 10 до 100 мм. Конструкция и размеры.
1981. – 30 с.
Технологические
расчеты упругих элементов.
Вопрос 84: Сегодня назрела потребность в
производстве следующего крепежа: Гайки для
болтов рельсовых стыков ж/д пути ГОСТ 11532-93 Гайки для
клемных и закладных болтов ГОСТ 16018-79 Вопрос, возможно
подобрать для нас оборудование для производства данного крепежа и составить
бизнес план производства? Вопрос 76: Прошу выслать по электронной почте каталог «АВТОМАТЫ ДЛЯ
ХОЛОДНОЙ ВЫСАДКИ БОЛТОВ, ГАЕК, СПЕЦИАЛЬНЫХ ДЕТАЛЕЙ» компании JERN YAO ENTERPRISES CO., LTD. |
|
|
|
|
|
|







Опубликованные и неопубликованные рукописи автора: |
|||||||
|
|
|
|
|
|
|
|
Маркировка крепежа |
Контроль качества |
Разделительные операции |
Обзор развития ХОШ |
Стопорящиеся гайки |
Низкие гайки |
Фаска на деталях |
Плоские шайбы |






|
При использовании
материалов сайта обязательна ссылка на сайт и автора следующим образом: © Напалков
Александр Валерьевич : Рукописи : на www.nav.t-k.ru |
Последнее обновление16-08-2010 |